



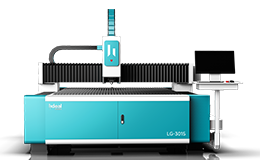
Classic LG-3015
3000x1500mm fast & stable cutting

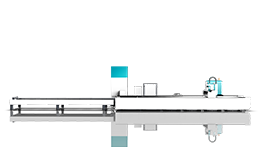
LG-3015 Exchanging Platform
Fully Automated Large Format Exchanging Platform

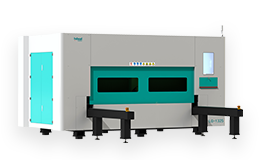
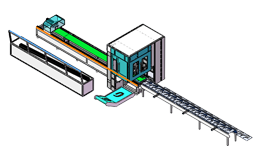
LG-3015 Exchanging Platform Fully Enclosed
Fully Enclosed, Large Format, Exchanging Platform.
LG-6020 Exchanging Platform
Super Large Format · Exchanging Platform

LG-6060
Meticulous & Detailed

LG-1313
Compact Design
LG-1325
Compact Design
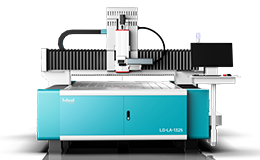
LG-LA-1325 & LG-LA-3015
Large Format Laser Marking Machine

LG-LA-6060
Large Format Laser Marking Machine

Fully Enclosed Series
Laser marking machine - European standard

UV Laser Marking Machine
Full Range of UV Laser Markers
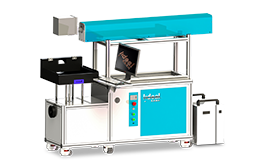
CO2 Laser Marking Machine
Full range of CO2 laser marker

Fiber Laser Marking Machine
Full range of fiber laser marker







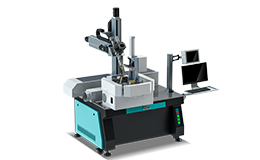

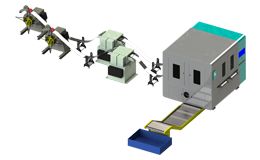
Bulb Automatic Conveying and Marking System
Automation, precision

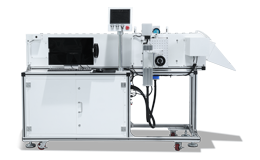
LG-1080-700A
Fully automatic steel strip cutting machine
LG-6004S
Sheet metal laser cutting machine
LG-1080B-500
Fully automatic steel strip cutting machine
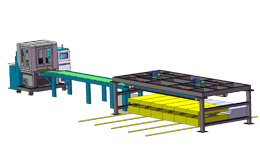
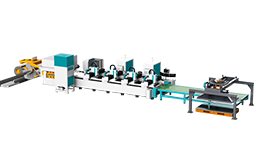
Steel Strip Heat Treatment Production Line
Steel strip heat treatment production line - cutting, material collection and palletizing
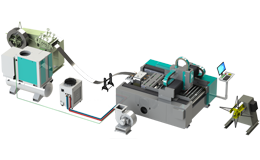
Coil Laser Cutting Production Line
Various Types of Coil Materials




